Liquid penetrant inspection is a nondestructive test method which does not harm the parts being inspected. The testing methods detect cracks, fractures, laps, seams and other flaws that are open to the surface that may have been caused by fatigue, impact, quenching, machining, grinding, forging or overload. The process is used on machined parts, castings, forgings and other items that will be placed into service or already in service requiring maintenance.
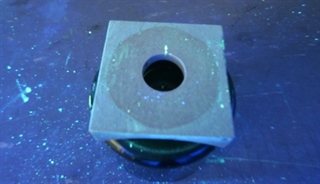
The process involves applying a penetrant chemical, visible or fluorescent, directly to the part that’s to be inspected. The excess penetrant is removed and a developer is applied to draw the penetrant deep from the cracks to the surface of the part. The penetrant contrasts with the surface of the part so the crack is identified more easily. Fluorescent penetrants are used under an ultraviolet light that makes penetrant fluoresce. The chemical, equipment and NDT accessory choices have grown but the fundamentals and benefits of liquid penetrant inspection have endured the test of time.
Versatile material uses and applicationsLiquid penetrant inspection can be performed on most materials that are not extremely rough or porous, including material composition that is metallic or nonmetallic, magnetic or nonmagnetic and conductive or nonconductive. |
|
Rapidly inspect large areas and high volumes of partsLiquid penetrant inspection is a fast, easy and efficient means of surface inspection. Large quantities of parts or materials can be inspected quickly. Parts of almost any shape, size and geometry can be inspected. |
|
Identify small surface discontinuities with high sensitivitySensitivity levels are a classification system specifically for fluorescent liquid penetrants that are not applied to visible penetrants. Higher sensitivity penetrants have the capability to detect smaller cracks and defects. |
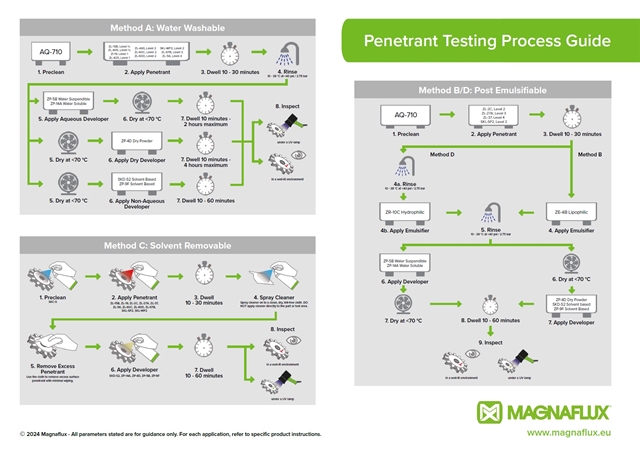
Penetrant Types
Penetrant Methods
|
Developer Forms
|
Sensitivity levels are a classification system for fluorescent liquid penetrants which is outlined in AMS 2644 Inspection Material, Penetrant specification. Sensitivity levels are not applied to visible penetrants.
The primary consideration when deciding on which sensitivity level penetrant to use is the guidance provided by governing specifications. The penetrant sensitivity level is stated in the working specifications for the process. This is particularly true when penetrant inspection involves safety critical parts. The specifications and standard operating procedures will dictate the penetrant sensitivity to be used.
If the penetrant sensitivity level is not already established by a specification or procedure, evaluation on actual parts with a few penetrants is strongly recommended. A lower sensitivity penetrant works well on rough surfaces, while a higher sensitivity penetrant is suitable for highly machined surfaces. Penetrant evaluation on actual parts is important to confirm proper sensitivity with acceptable background fluorescence to detect the type of defects typically found on the parts.
Penetrant evaluation on actual test parts can also confirm proper processing parameters such as dwell time and rinse time. It is possible that more than one penetrant sensitivity level will be used in a facility because of different parts, processes, and customer specifications in use at a given location.

| Aerospace processes commonly use Method D Level 4 penetrants for safety critical rotating parts including turbine blades. |

| Automotive processes commonly use Method A Level 1 penetrants to inspect non ferrous components such as steering knuckles and subframes. |

| Power Generation commonly uses Method A Level 2 penetrants to inspect non ferrous parts such as large castings, forgings, impeller blades, and more. |
Subscribe to Magnaflux NDT Blogs:
Faraday Road, South Dorcan Industrial Estate
Swindon, Wiltshire, SN3 5HE, UK
Telephone: +44 (0)1793 524566
Contact Magnaflux Customer Service
Magnaflux, A Division of ITW Limited VAT number: GB 531 8325 59











![5 Things to Consider When Choosing a Mag Particle Yoke [Checklist]](/EU-Files/Images/aerosol-safe-handling-h.jpg?Medium "5 Things to Consider When Choosing a Mag Particle Yoke [Checklist]")




![Protective Armor Inspection with Zyglo Penetrant [Case Study]](/Files/Images/Blog-Images/11272018-Titan-Thumbnail.jpg "Protective Armor Inspection with Zyglo Penetrant [Case Study]")










