By Tim Blasius, Chemical Product Manager, and Shawn Kilty, R&D Manager
Removability is important because it helps provide excellent contrast, which improves the ability to see indications. It is the balance between indication brightness and removability that generates a good indication that is easy to see. Sensitivity isn’t everything when it comes to performance – a penetrant also needs to have low background fluorescence (a.k.a, good removability) to provide maximum contrast. The more contrast between an indication and the background, the clearer the indication. Clearer indications mean fewer missed indications and less eye fatigue for operators.
Each batch of Magnaflux penetrants is tested for optimal removability, and removability is also part of the performance testing to obtain QPL approval for penetrants, per AMS 2644.
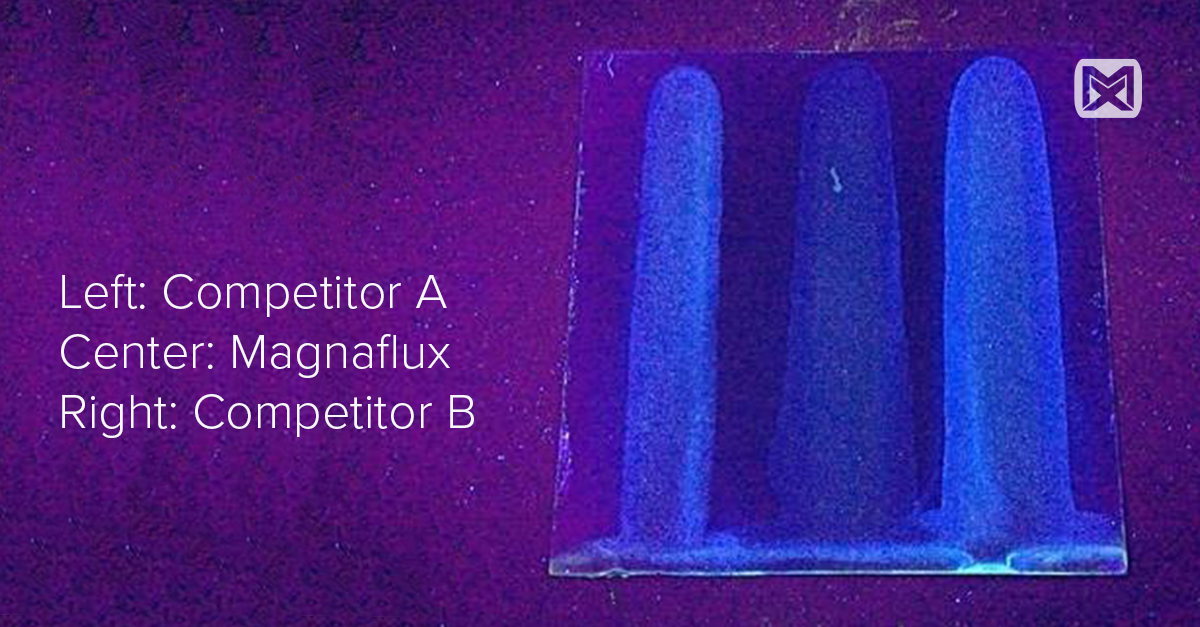
Removability is the measure of how easy or difficult a penetrant is to wipe off from the surface of a part during the inspection process, resulting in minimal residual fluorescent background. After applying penetrant and dwelling, penetrant must be removed from the part surface to ensure relatively low fluorescent background remains on the part surface. Lower background results in higher contrast indications, which in turn result in higher quality inspections and lower operator fatigue.
Removability is tested based on ASTM E1417 in-use testing of penetrants to compare in-use products with fresh new material and ensure the in-use material is still performing to expectations. Magnaflux also tests all their penetrants on every batch to ensure optimal removability for products being shipped to customers. The process for testing removability involves applying penetrant, allowing for a specified dwell time, and then rinsing or removing per the specifications of the method of penetrant in question.
The resulting background fluorescence after removal is compared against existing standards or specifications to determine the level of removability: lower background fluorescence indicates better removability, while higher background fluorescence indicates poorer removability. These two factors, removability, and background, go hand in hand and are inversely related.
Note not all parts are equal when it comes to removability, even when the same penetrant is used. Rougher cast parts will typically make penetrant more difficult to remove and result in higher background, particularly with higher sensitivity penetrants. Conversely, smooth, and highly finished parts will often show better removability when all other variables are held constant.
Faraday Road, South Dorcan Industrial Estate
Swindon, Wiltshire, SN3 5HE, UK
Telephone: +44 (0)1793 524566
Contact Magnaflux Customer Service
Magnaflux, A Division of ITW Limited VAT number: GB 531 8325 59


