July 2016
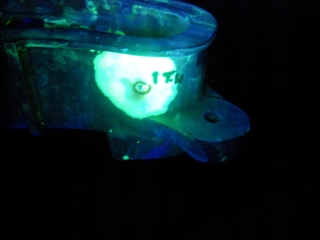
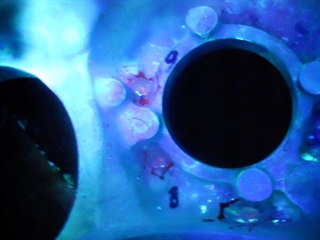
Our customer manufactures light alloy cast components in aluminium and magnesium, using sand, lost wax and gravity die processes. The components they manufacture range from helicopter gearboxes to small aerospace parts. They carry out inspection of components using our ZYGLO® ZL-60D level 2 water-washable fluorescent penetrant. They then use ZYGLO® ZP-9F as their approved non-aqueous wet developer.
Our customer had a question regarding updates to the NADCAP audit criteria which was revised in 2013. This criteria stated that ‘where non-aqueous wet developers (NAWDS) are in use, can the supplier provide evidence that the constituent breakdown of the carrier fluid is equal to or less than 50% propan-2-ol (RRP58003 3.1.5.1.2)’.
Magnaflux EMEA non-aqueous (also known as solvent-based) developers utilise fast-drying solvents containing white developer particles. When applied to the surface being inspected, the solvents evaporate quickly to leave a thin fine layer of these particles. In the Magnaflux EMEA range, we carry two non-aqueous developers: SPOTCHECK® SKD-S2 and ZYGLO® ZP-9F.
Both developers consist of a blend of inert inorganic particles dispersed in a mixture of propan-2-ol (also known as isopropanol, isopropyl alcohol) and acetone.
The concern about using developers which contain more than 50% propan-2-ol is a historic one. Specifically, it relates to the slower rate of evaporation of propan-2-ol versus acetone, which could bring about issues in cold and/or damp conditions. However, in practise, the difference is not significant.
The reason for using a blend of propan-2-ol and acetone in our non-aqueous solvents is to control the evaporation rate from a surface. In aerosol form, both SKD-S2 and ZP-9F have propan-2-ol concentrations less than 50%.
ZP-9F is widely used in aerospace inspection applications, which led to us measuring the precise concentration of the propan-2-ol for each manufactured batch of product. This information is available on our Batch Inspection Certificates which are available to download from this website.
A key need for our customer was to have documented evidence regarding the level of propan-2-ol in ZP-9F. Having the level of propan-2-ol for each specific batch of material ensured that they had a robust backup system and could satisfy any auditor raising this as a question.


Subscribe to Magnaflux NDT Blogs:
Faraday Road, South Dorcan Industrial Estate
Swindon, Wiltshire, SN3 5HE, UK
Telephone: +44 (0)1793 524566
Contact Magnaflux Customer Service
Magnaflux, A Division of ITW Limited VAT number: GB 531 8325 59
