by David Geis, Product Manager, and Brian Batteiger, NDT Services Manager
There are many different types of magnetic particle equipment, ranging from small portable power packs to wet bench units, all the way to high-amperage stationary power packs for large structures.
If you are following ASTM E1444, ASTM E3024, ISO 9934, or Nadcap AC7114/2, your equipment must be calibrated on a semi-annual basis. No matter what type of magnetic particle equipment you have, and no matter which specification you follow, the same five steps are used to perform equipment calibration.



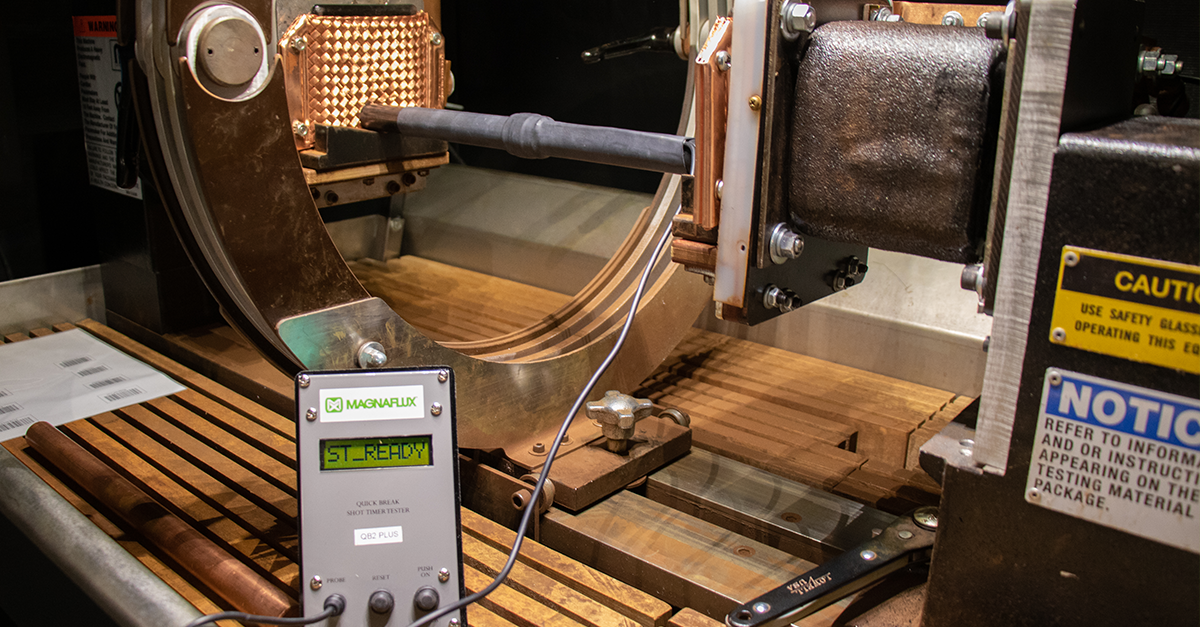

| Coil Diameter (in / cm) | Minimum Quick Break Voltage |
|---|---|
| 12 / 31 | 8 |
| 16 / 41 | 6 |
| 20 / 51 | 4 |
| 25 / 64 | 3 |
| 30 / 76 | 2 |
| 36 / 91 | 1 |
Following these five steps will allow you to calibrate your magnetic particle equipment. Be sure to maintain records of the calibration data to demonstrate compliance with ASTM, ISO, and Nadcap requirements.
Published May 22, 2018
Faraday Road, South Dorcan Industrial Estate
Swindon, Wiltshire, SN3 5HE, UK
Telephone: +44 (0)1793 524566
Contact Magnaflux Customer Service
Magnaflux, A Division of ITW Limited VAT number: GB 531 8325 59

")
